


Frézku lze zakoupit zde: https://www.mipec.eu/pcb-milling-machine-4mill300atc-2/
Dle webu mipec.eu
MIPEC 4MILL300ATC je technicky ekvivalentní stroji MIPEC 4MILL300, ale má 12 pozicový měnič nástrojů a vřeteno s pneumatickým upínáním. Kombinace automatické výměny nástrojů, vysoké přesnosti a možnosti výroby oboustranných desek plošných spojů dělá z tohoto stroje jedinečný stroj. Tento stroj má extrémně vysokou přesnost a má všechny potřebné funkce a příslušenství pro snadnou a rychlou výrobu prototypů desek plošných spojů. Tento stroj však dokáže mnohem více. 4MILL300ATC je vynikající volbou pro každou vývojovou nebo konstrukční laboratoř, stejně jako pro oddělení a společnosti, které musí z bezpečnostních důvodů uchovávat návrhy desek plošných spojů ve vlastních laboratořích. Malé série produktů a prototypy lze snadno vyrobit zcela bez dozoru s extrémně vysokou přesností. Použití: frézování a vrtání jednostranných desek plošných spojů. Frézování a vrtání oboustranných desek plošných spojů. Depanelizování desek plošných spojů. Gravírování nebo řezání čelních panelů. Obrábění plastů, dřeva a dalších měkkých materiálů.
Kategorie: Frézky na plošné spoje MIPEC
Max. velikost desek plošných spojů: 200 x 140 mm
Frézovací vřeteno: SW řízený bezkartáčový motor, max. 60 000 ot./min
Rozlišení: 1 μm
Opakovatelnost: +/- 0,005 mm
Měnič nástrojů: Automatický, 12 poloh
Držák nástroje: 3 175 mm
Nastavení hloubky frézování: přesné nastavení hloubky v μm
Rychlost vrtání: až 120 zdvihů/min
Rychlost pojezdu X/Y: 40 mm/s
Pohony X/Y/Z: hybridní motory
Stůl stroje: plochý frézovaný hliníkový stůl s centrální T-drážkou
Rozměry: Š-420 x H-455 x V-435 mm
Hmotnost: 42 kg
Napájecí napětí a frekvence: 115/230 V, 50-60 Hz
Jmenovitý výkon: 320 W
Přívod a připojení vzduchu: 0,6 MPa, 50 l/min, 6 mm
Proud: 3 A
Software: TrackMaker, připojení k PC pomocí USB kabelu C->C (C->A)




Program TrackMaker
Beru v předpoklad, že již máme data pro výrobu například z programu Fusion (autodesk), nainstalovaný a zaregistrovaný program "TrackMaker". Níže se budeme věnovat importu, nastavení a výrobě desky plošného spoje.
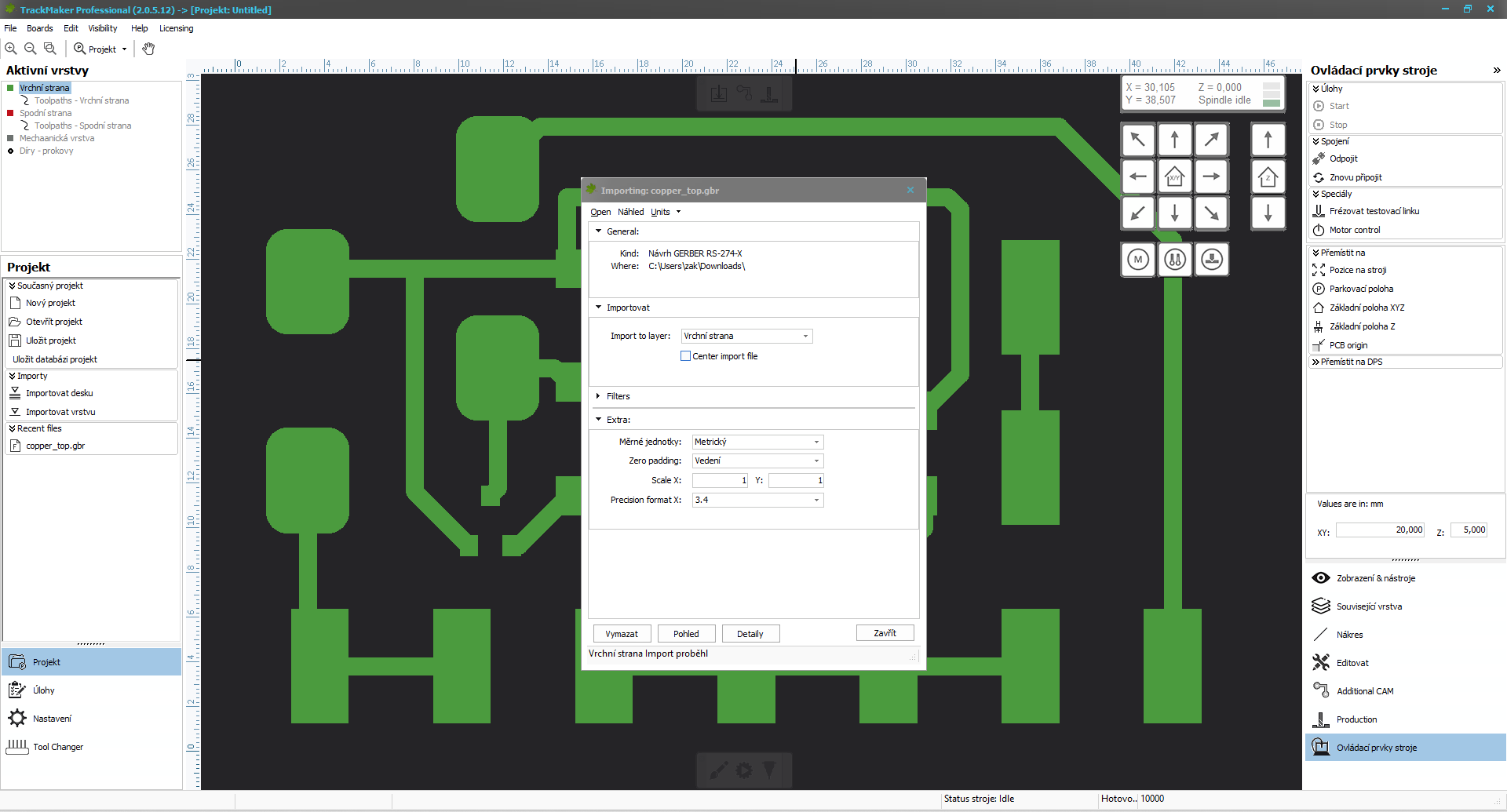
Načteme jednotlivé vrstvy (cesty shora případně zespoda, obrys desky, vrtání
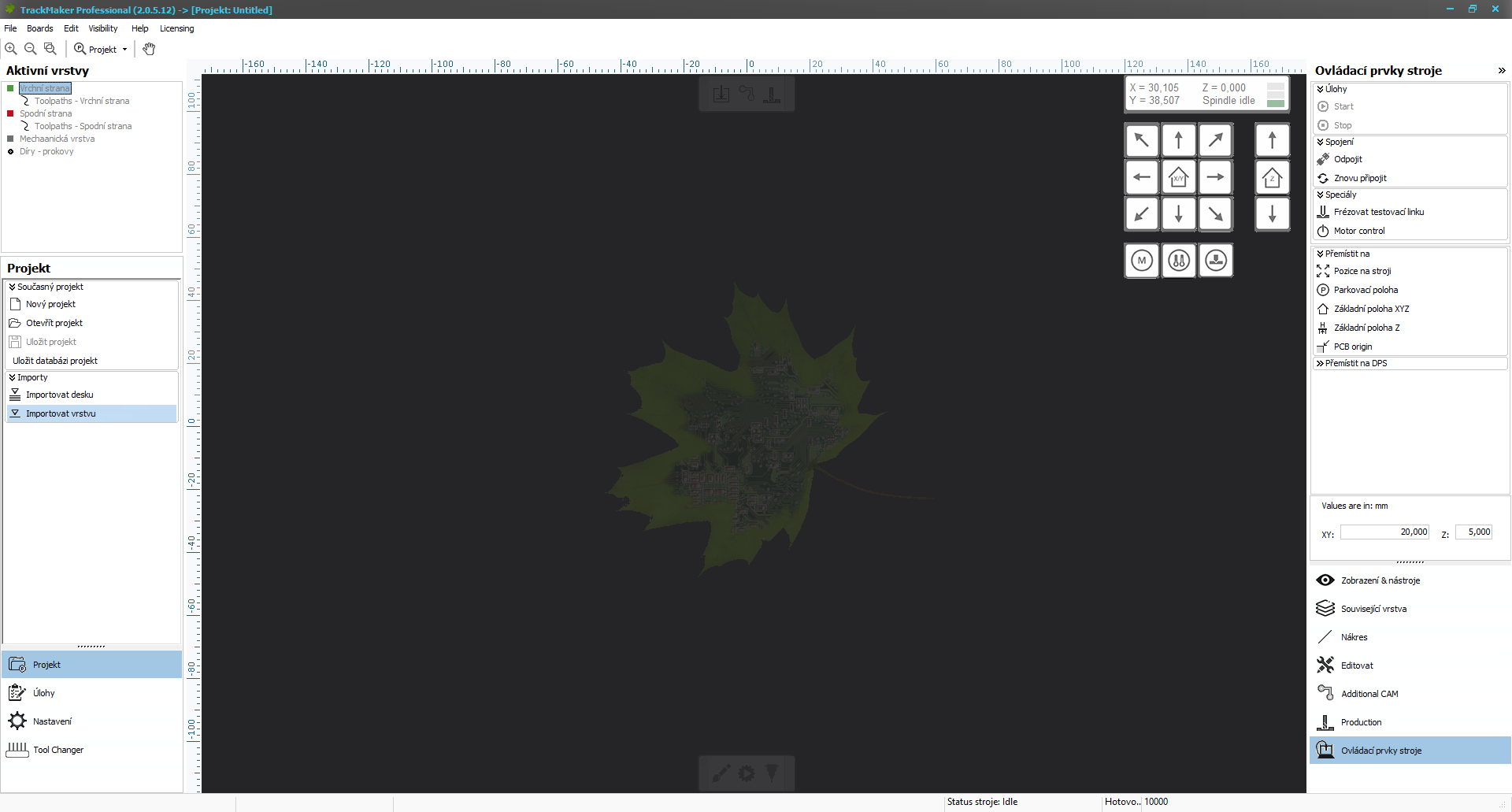
Označení souboru s vrstvu (na obrázku vrstva mědi horní strana)
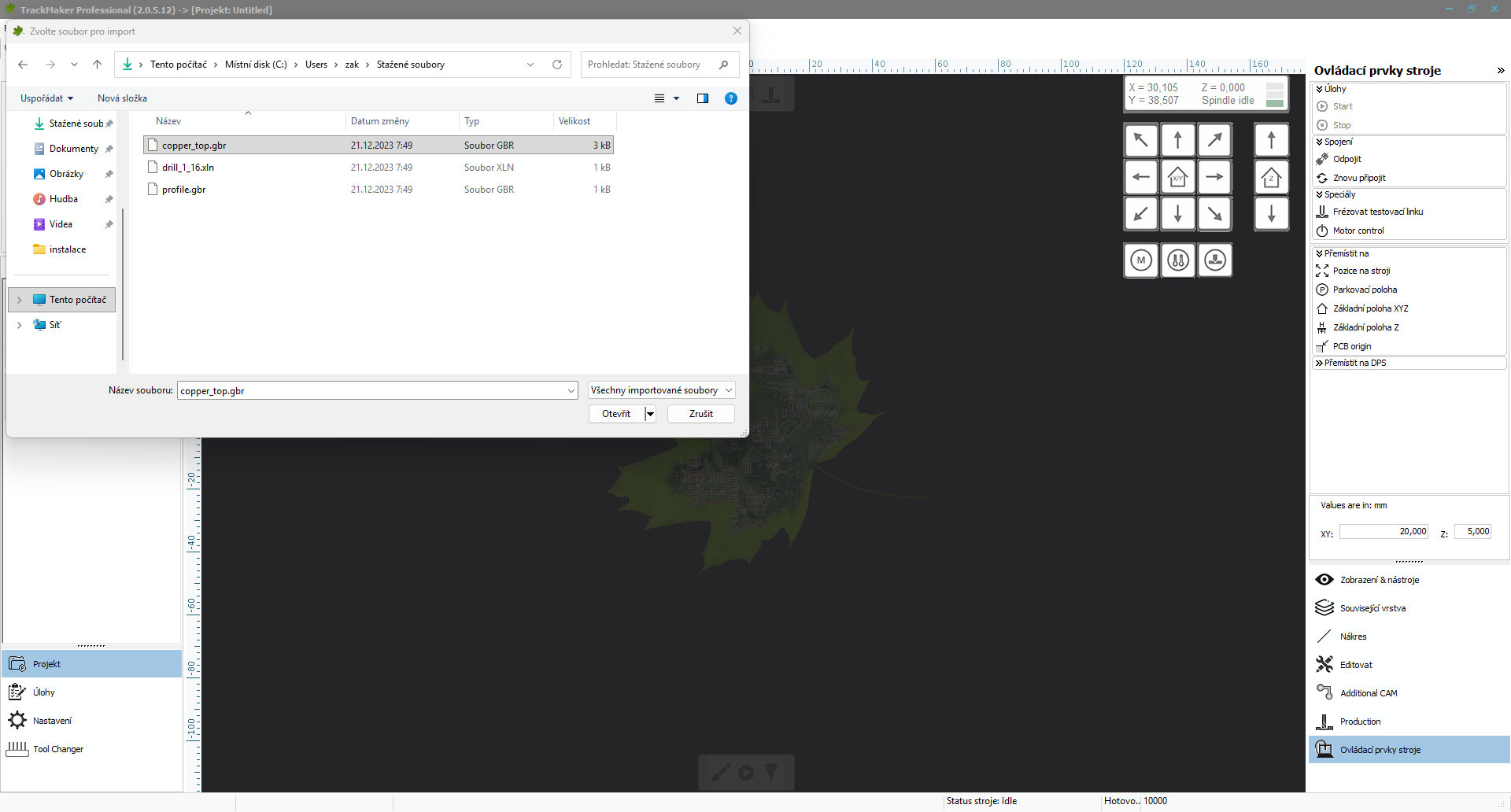
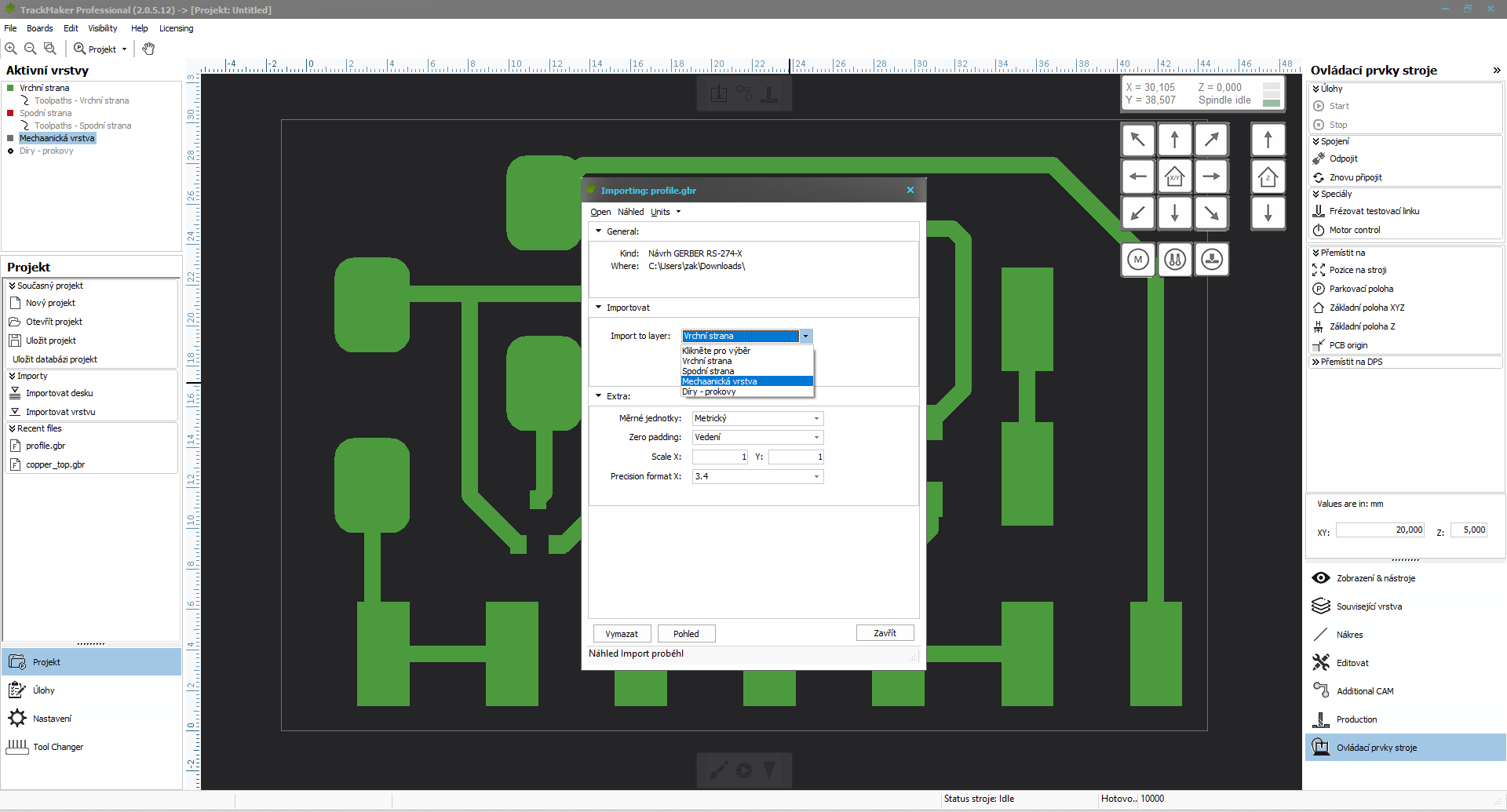
Otevře se okno a v něm přiřadíme vrstvu k operaci stroje
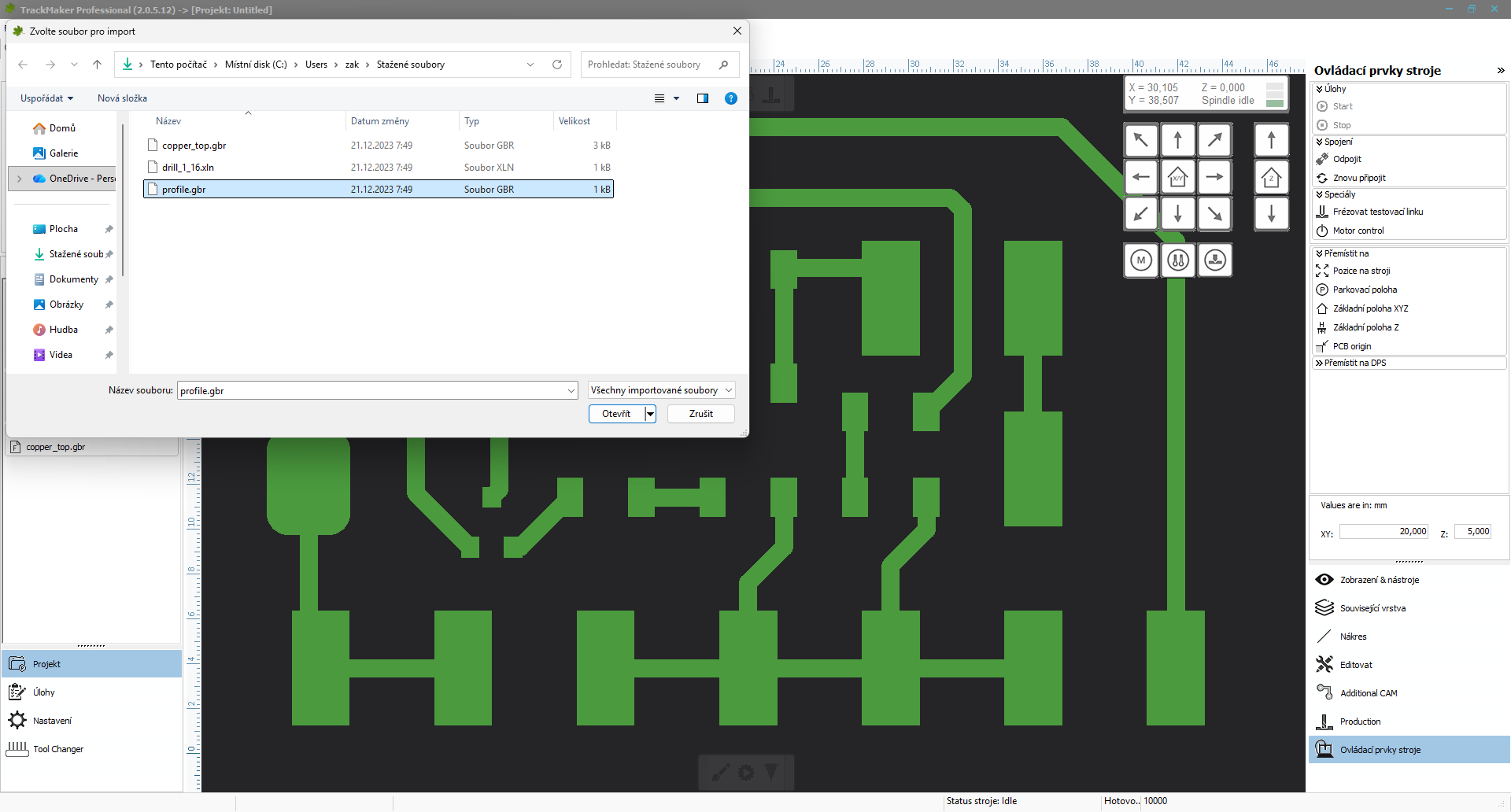
Obrys desky (profile)
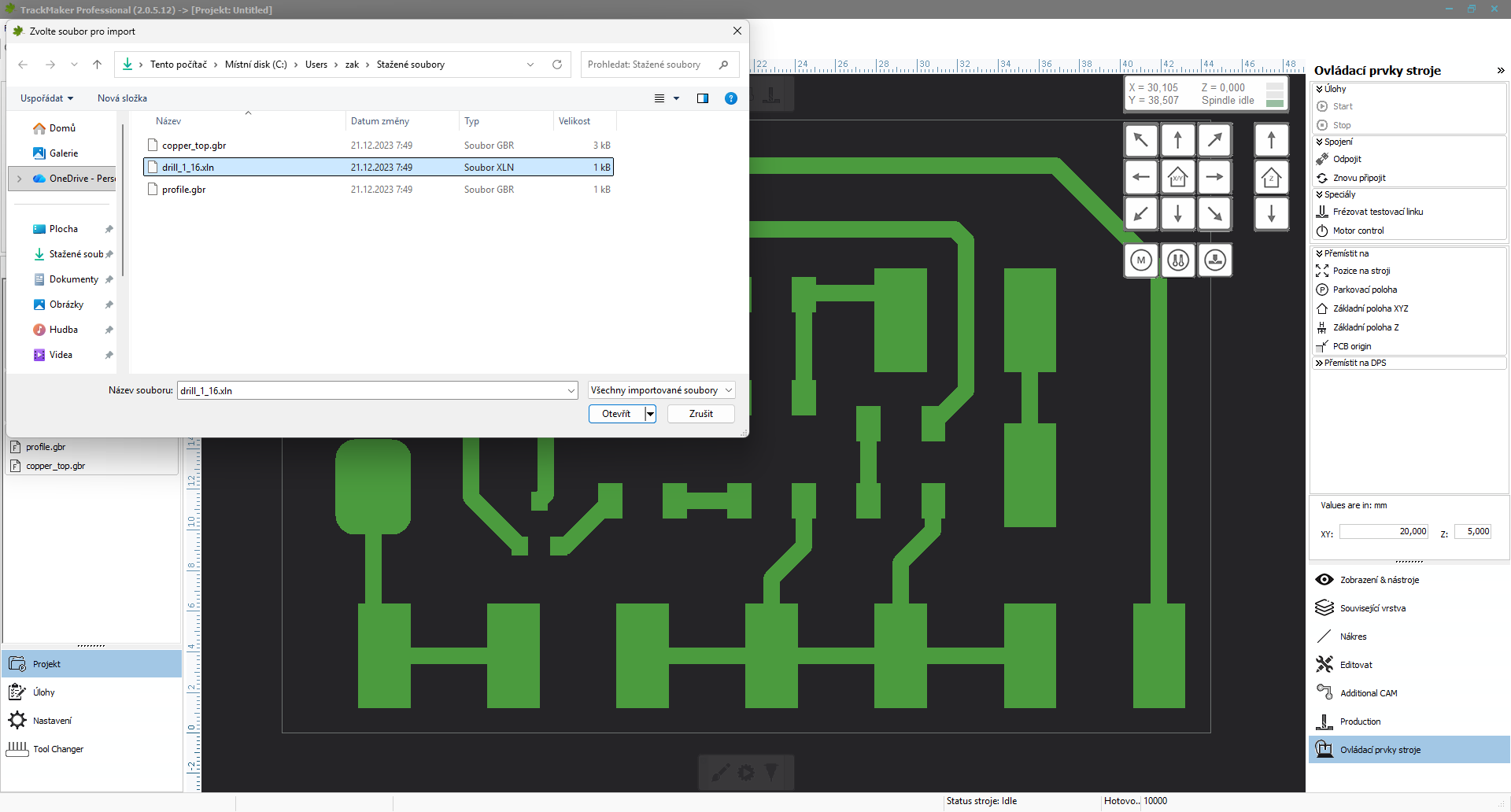
Vrtání otvorů (pokud máme nějaké otvory, v příkladu nejsou otvory - SMT deska)
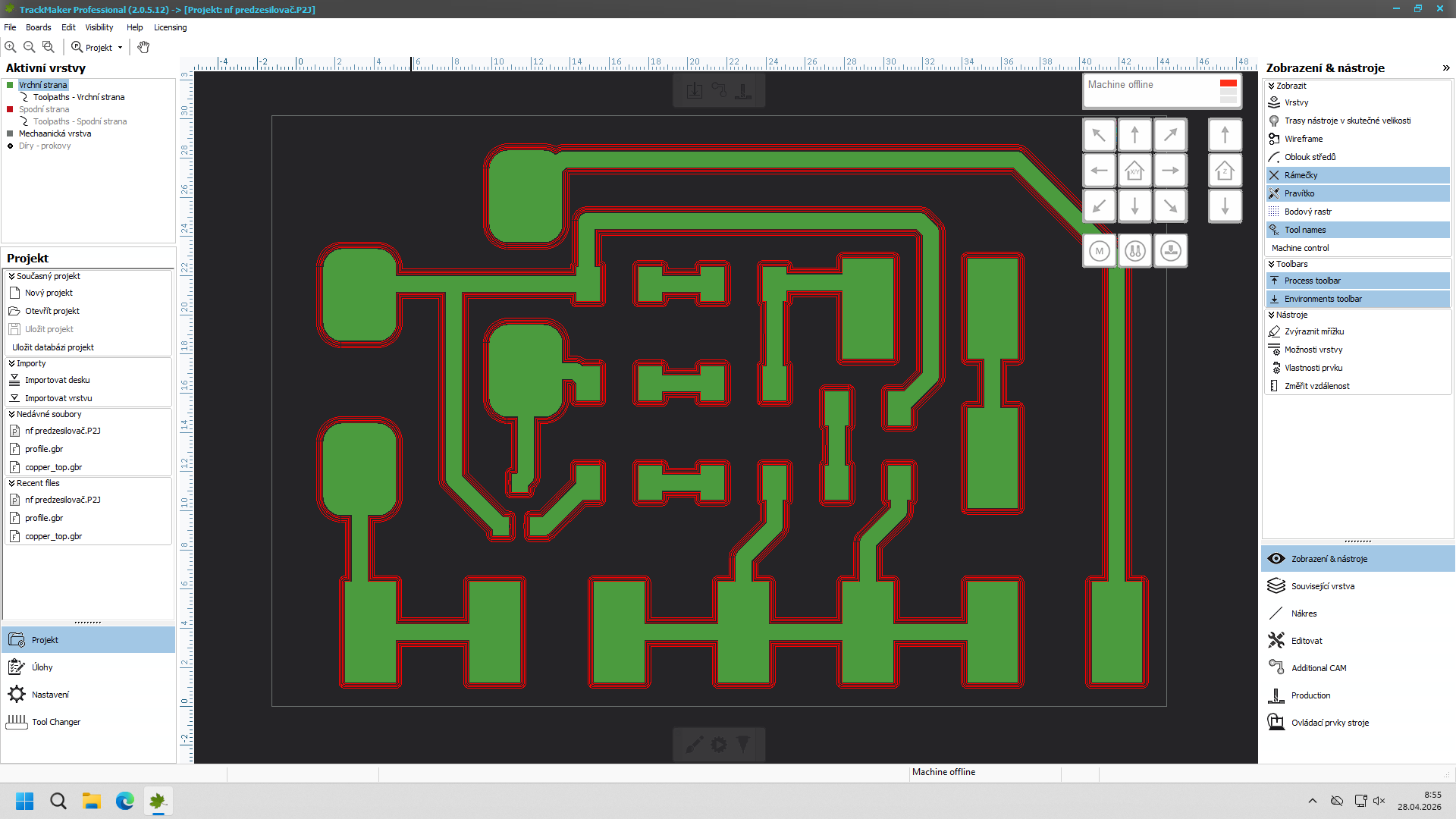
Po naimportování vrstev provedeme výpočet
Po výpočtu konturování (okolo zelených cest bude červenou barvou vidět přidání izolačních mezer)
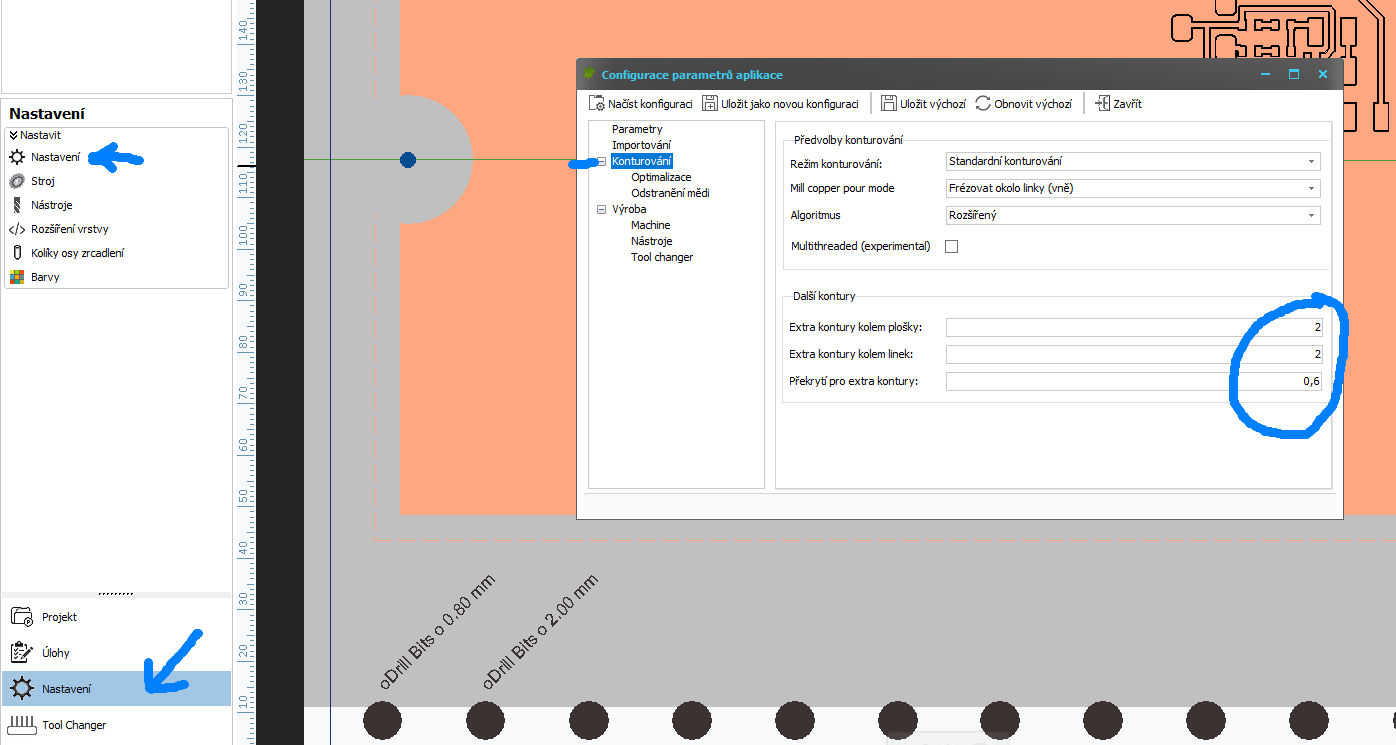
Pokud potřebujeme zvětšit mezery (širší konturování) upravíme počet v nastavení
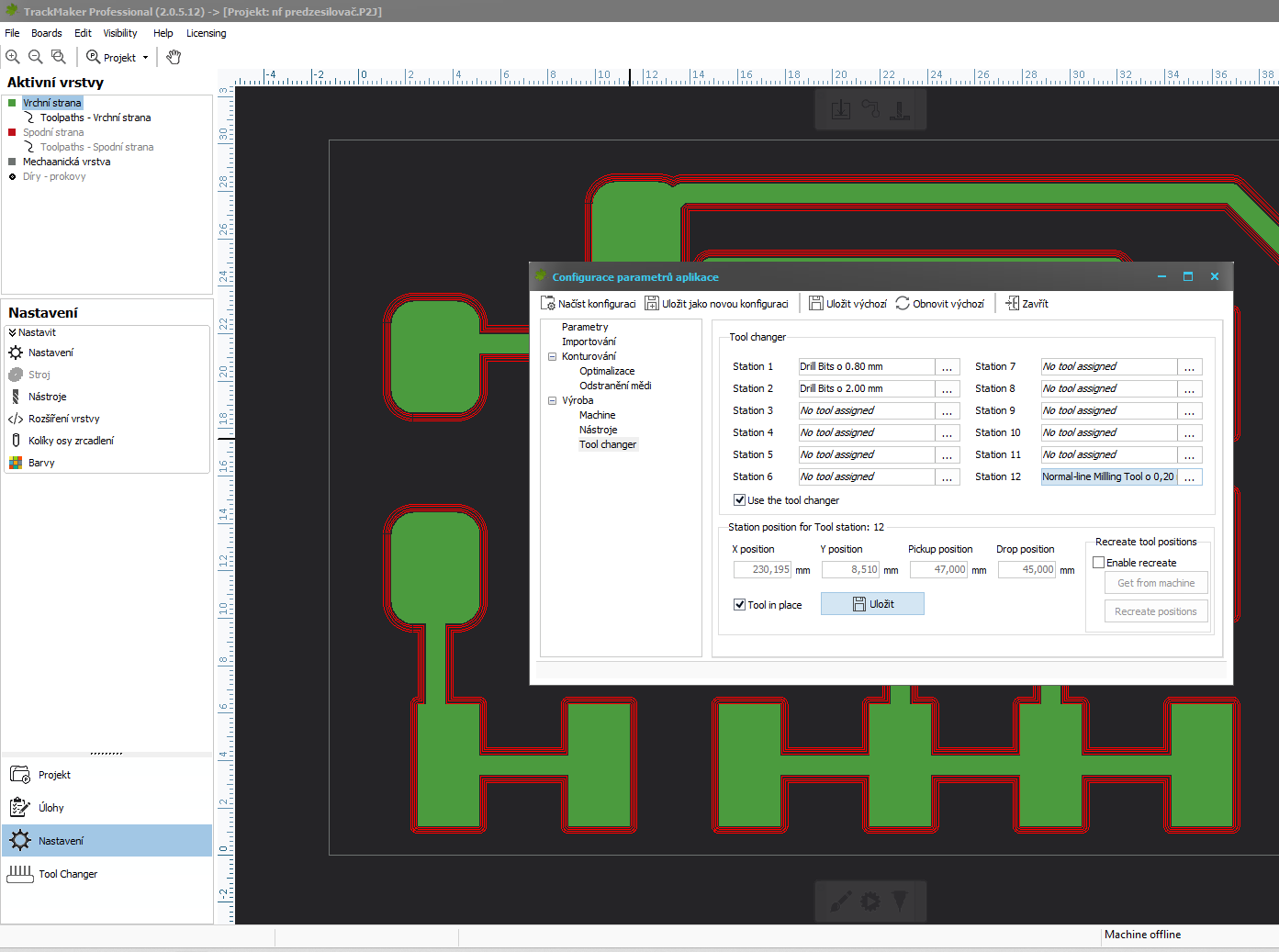
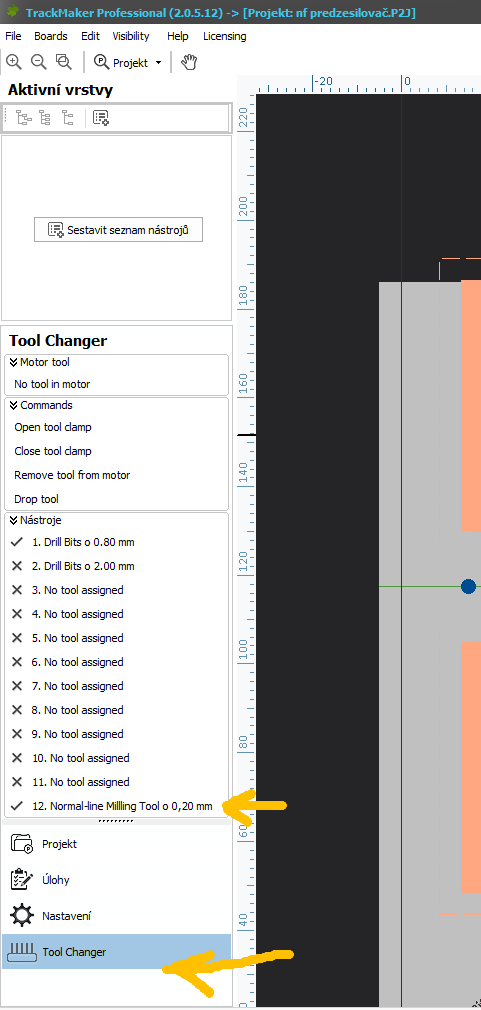
Přiřadíme do zásobníku nástroje (a povolíme je: Tool in place)
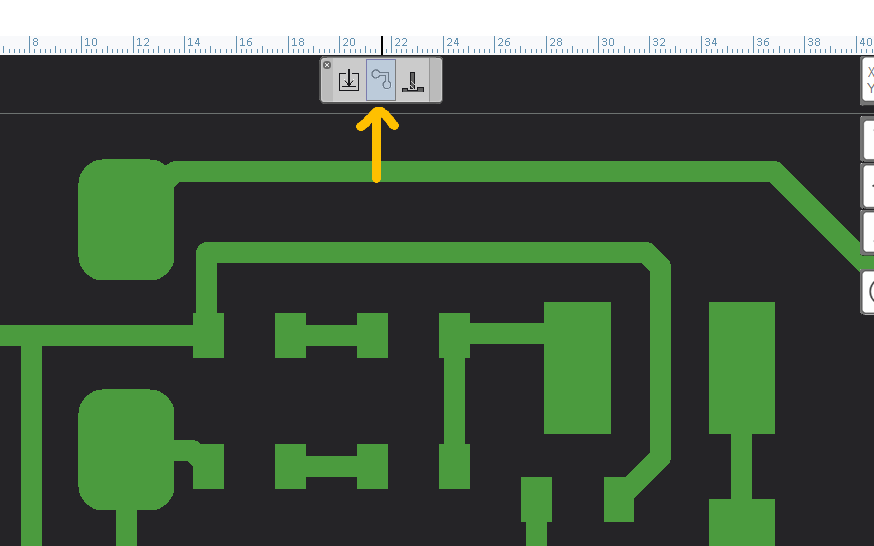
Pomocí horního tlačítka vložíme návrh na desku spojů
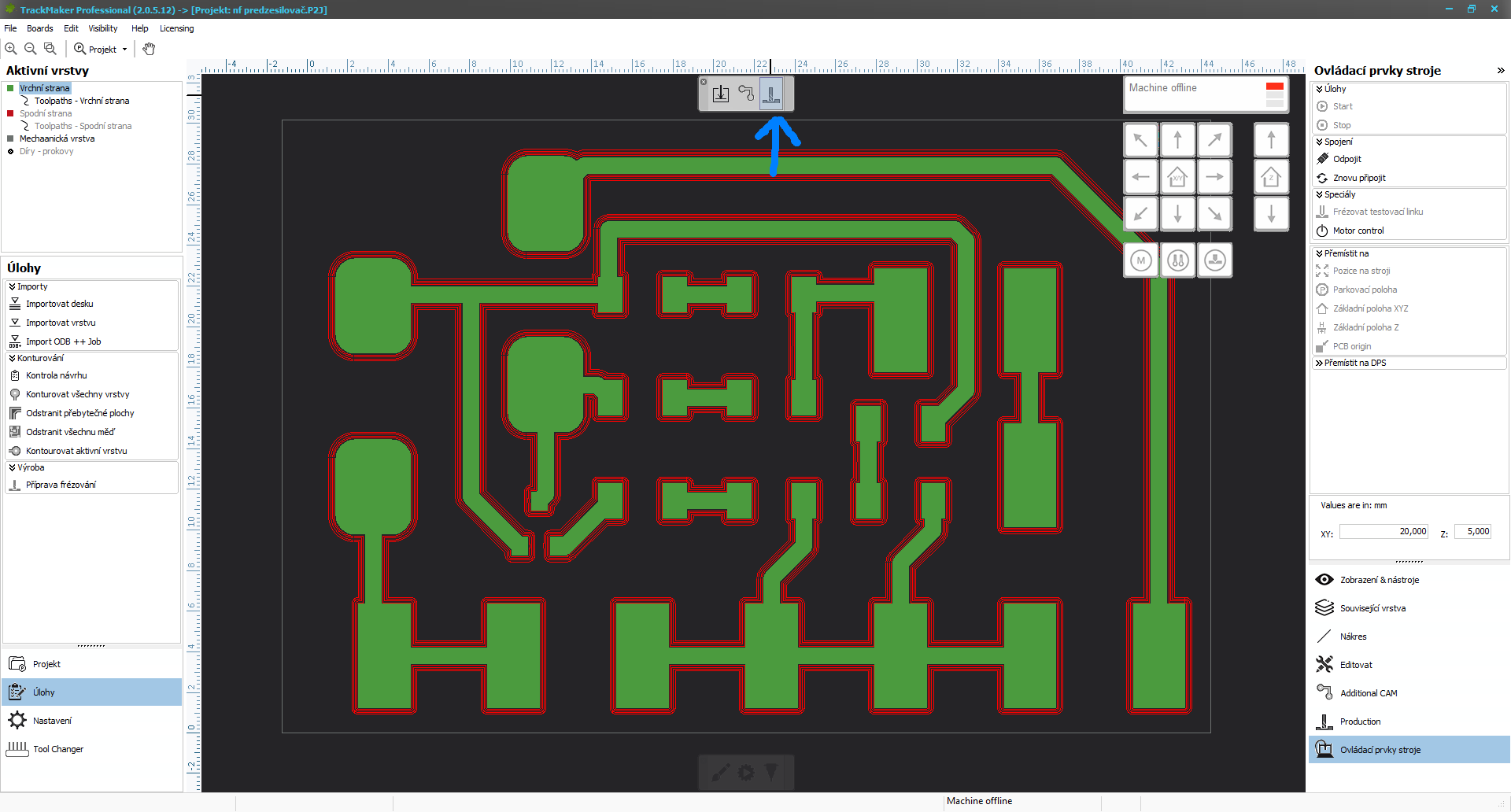
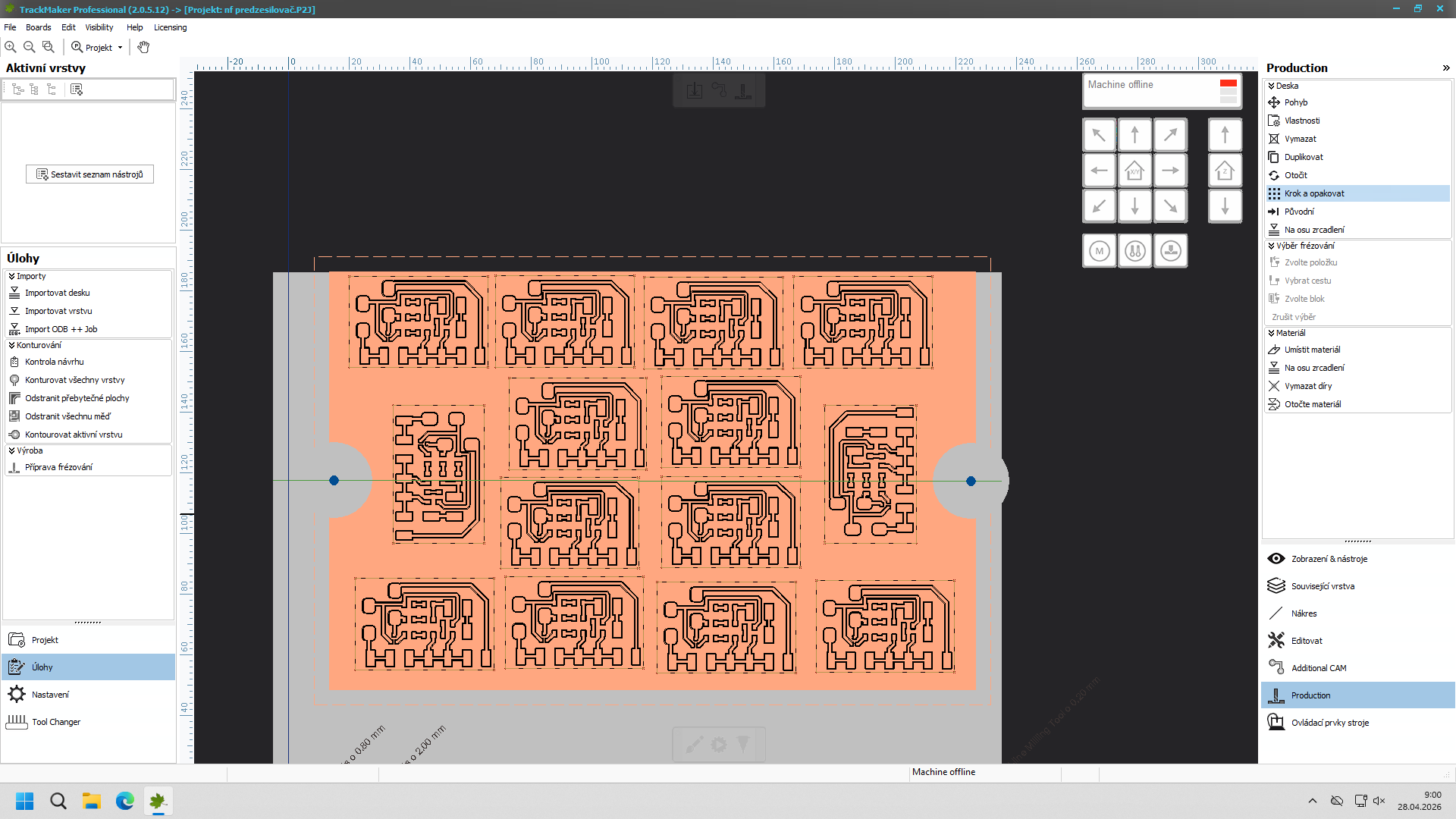
Návrh můžeme následně přesouvat po desce (nebo ho rozklonovat na více kusů)
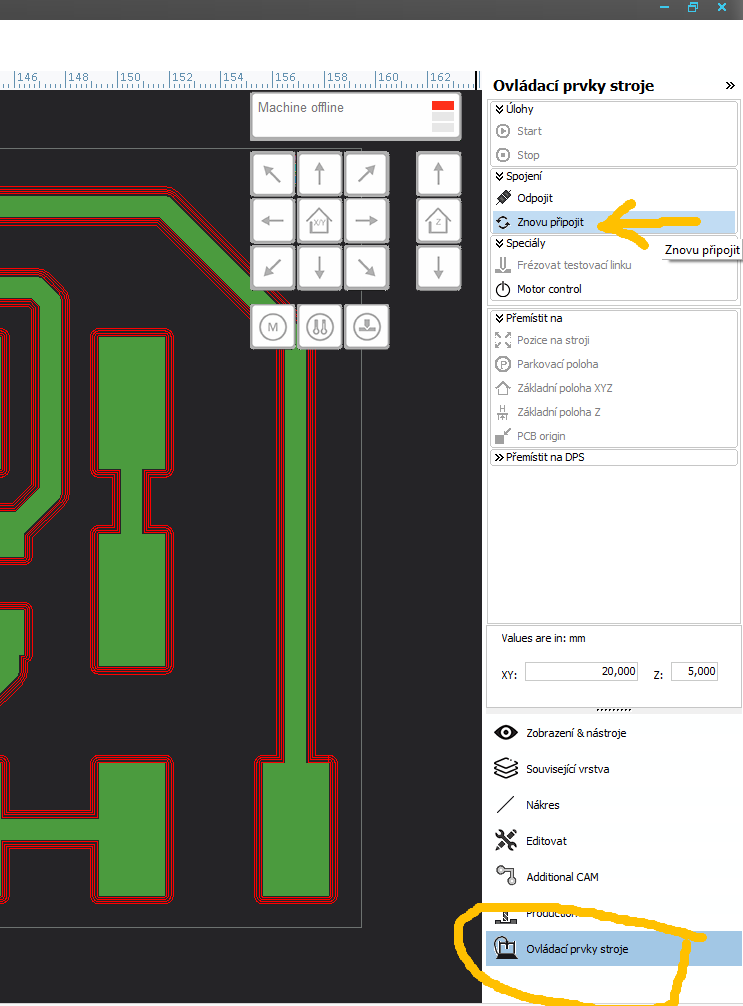
Připojíme stroj přes USB v záložce "ovládací prvky stroje"
Do zásobníku fyzicky vložíme používané nástroje
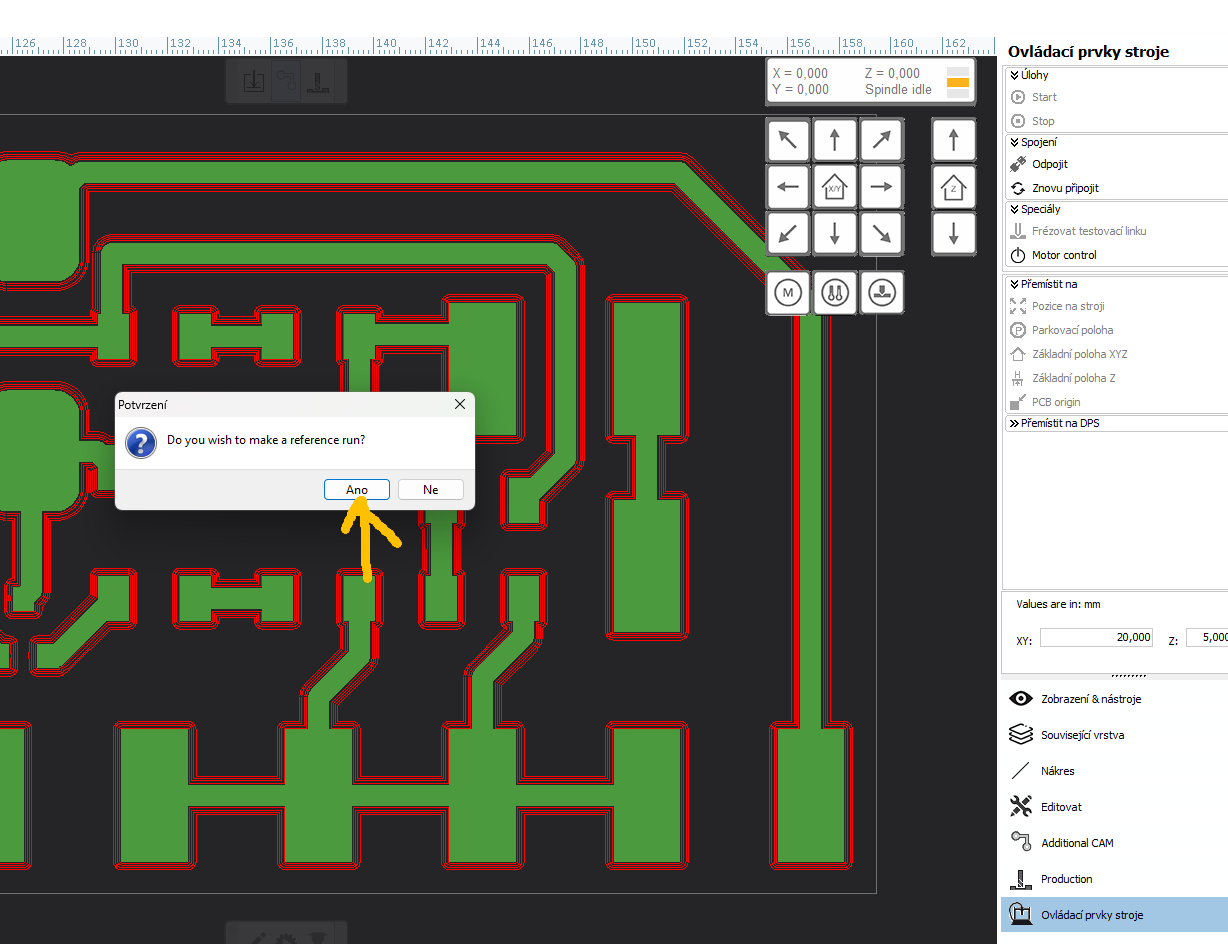
Provedeme výběr nějakého nástroje (je potřeba mít připojený vzduch do stroje zezadu 6 atm! Vzduchem se ovládá kleština nástroje). Označíme libovolný vložený nástroj, stroj se zeptá zda má nástroj sebrat.
Provedeme mazání motoru (motor se nesmí točit bez nástroje) - automatický cyklus cca 2 minuty. Po mazání motoru spustíme výrobu (pokud souhlasí nástroje v zásobníku s porovnáním požadavků po výpočtu se stroj spustí).
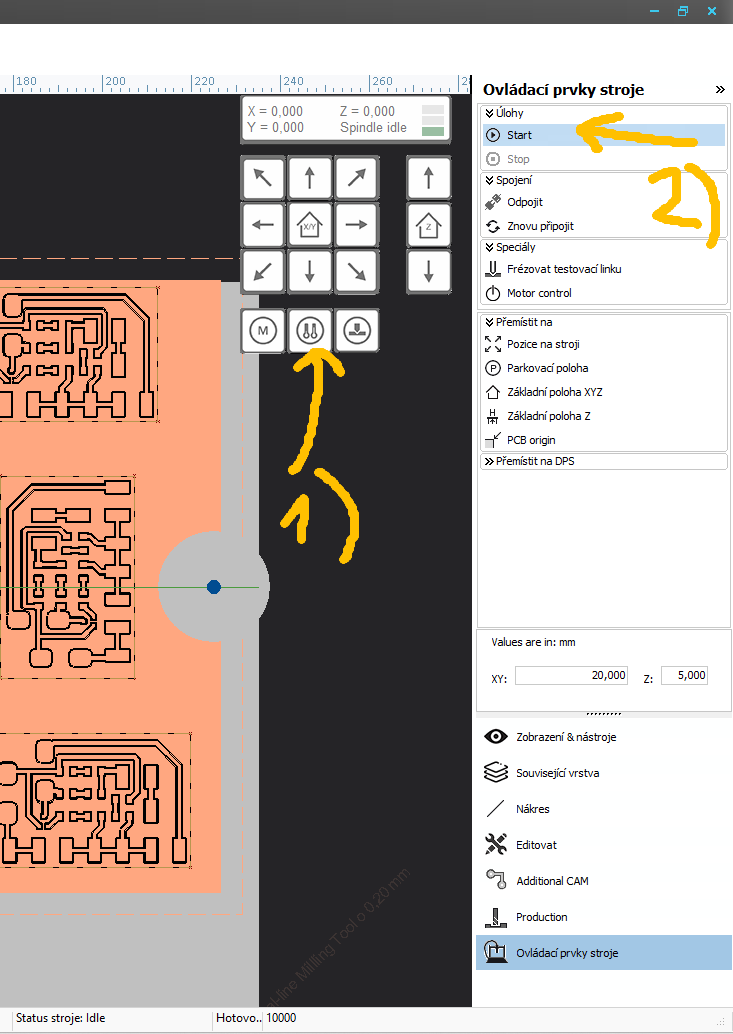
Stroj si sám mění nástroje (vrtáky, frézky...) Nejprve se deska vyvrtá a následně se frézuje. Ukázka z chodu
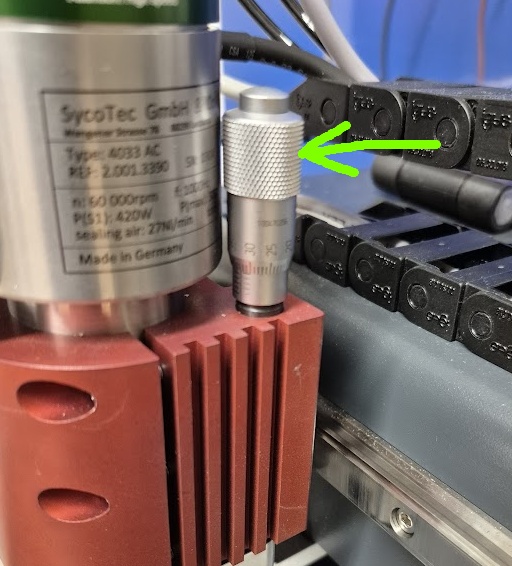
Hloubka gravírování je klíčová pro správné frézování izolačních drah. Nastavení hloubky gravírování se provádí vyfrézováním zkušební čáry pomocí nástroje pro frézování normálních čar a úpravou hloubky. Otáčením nastavíme požadovanou hloubku. Začneme v bodě, kdy stroj něřeže a postupně zařezáváme.
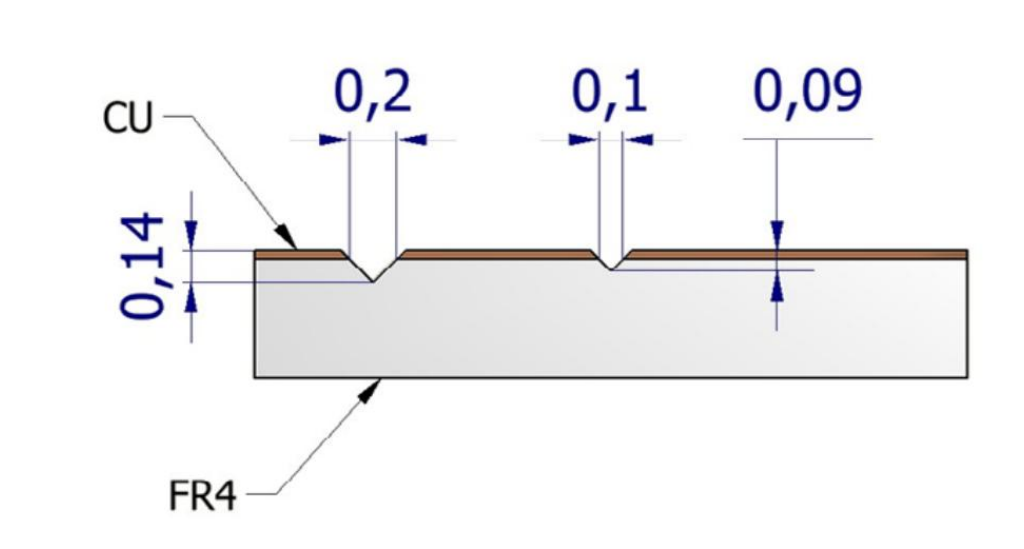
Správné hloubky frézování se dosáhne, když nástroj frézuje drážku v materiálu, která má alespoň rozměry
uvedené na následujícím obrázku (v-fréza). Šířka izolace 0,2 mm je správná pro normální frézku , zatímco šířka izolace 0,1 mm je správná pro jemné frézky.
Postup nastavení hloubky
Pro zahájení nastavení hloubky frézování vložíme do motoru frézovací nástroj v fréza. Pomocí šipek v programu umístíme stroj na místo na materiálu, kde chceme frézovat čáru
(tj. volnou plochu na materiálu). Měli bychom být schopni frézovat čáru o délce 20 mm v kladném směru Y. Otáčením knoflíku mikrometru ve směru hodinových ručiček, dokud vizuálně nezjistíme, že nástroj nevyčnívá z gravírovací hlavy. Klikneme na příkaz "Frézovací testovací čára". Motor se spustí, osa Z se přesune do výchozí nulové polohy, zajede do materiálu a posune stroj o 20 mm v kladném směru osy Y. Poté se osa Z vrátí do nulové polohy a motor se zastaví. Zkontrolujeme čáru. Pokud žádná čára není, posueme stroj o 20 mm v záporném směru osy Y. Otočíme mikrometr proti směru hodinových ručiček o 0,1 mm (jedna hodnota na stupnici je 0,01 mm) a znovu klikneme na příkaz "Frézovat testovací čáru".
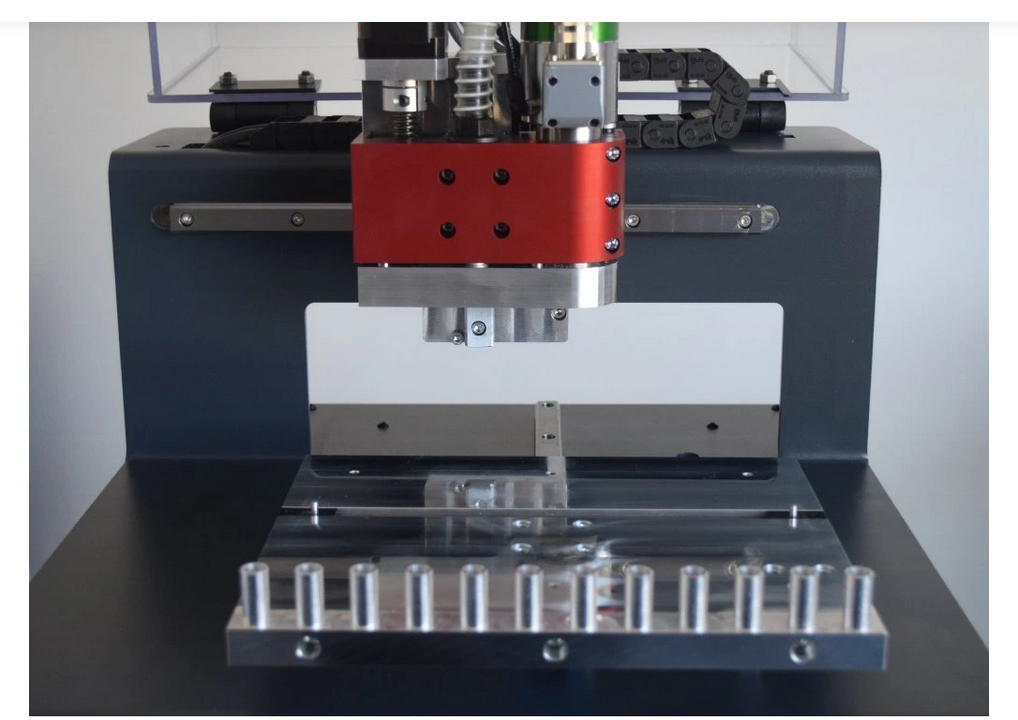
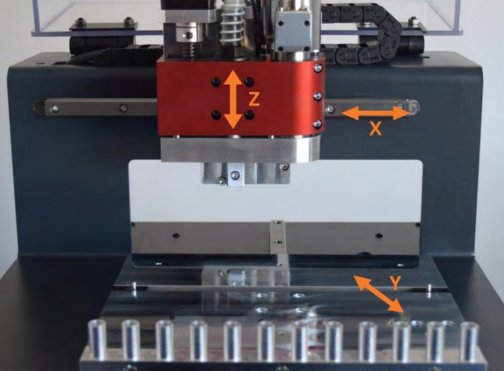
Označení směrů pohybů na stroji (XYZ)
Podkladový materiál
Standardním podkladovým materiálem pro frézování desek plošných spojů je "sololit" o rozměrech 220 mm x 150 mm x 3 mm. Pokud si materiál připravujeme sami, nařežeme ho dle plánku níže. Do středu vyvrtáme dva otvory o průměru 4 mm s roztečí 210 mm mezi nimi. Otvory se vyvrtají vrtákem o průměru 4 mm pro snadnou montáž podkladového materiálu pod deskou spojů.
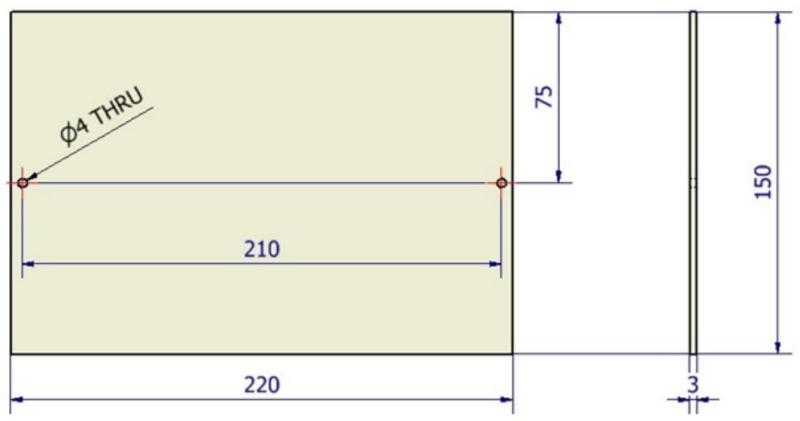
!!! Pokud změníme polohu montážních kolíků, je nutné nové polohy upravit v softwaru. Pokud tak neučiníme, povede to k nepoužitelným oboustranným deskám plošných spojů !!!
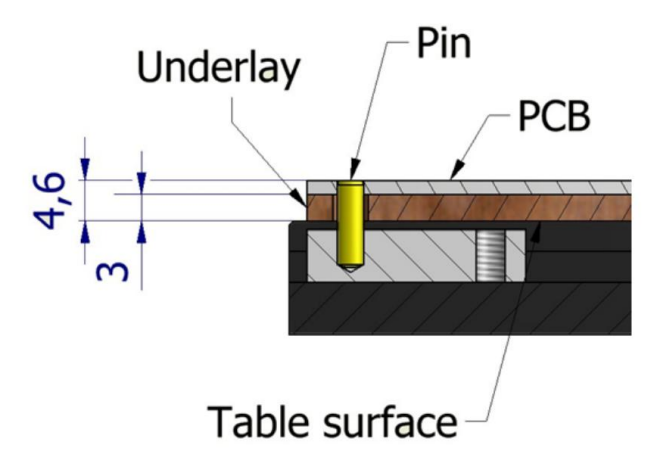
Se strojem lze použít různé materiály desek plošných spojů (DPS). Standardní a nejběžnější jsou materiály FR3 a FR4 (jednostranné nebo oboustranné) s průměrnou tloušťkou 1,6 mm. DPS má velikost vyvrtaného otvoru 3 mm, nikoli 4 mm, jak je specifikováno pro podkladový materiál. Horní část čepu by měla být zarovnána s horní hranou materiálu. Pokud čep vyčnívá z materiálu, nebudou problémy s upevněním materiálu, ale musíme dávat pozor, abychom nefrézovali v těsné blízkosti čepu. Pokud je otvor pro uchycení DPS příliš velký, materiál se může posouvat a výsledek frézování může být nepoužitelný a/nebo se může zlomit nástroj.
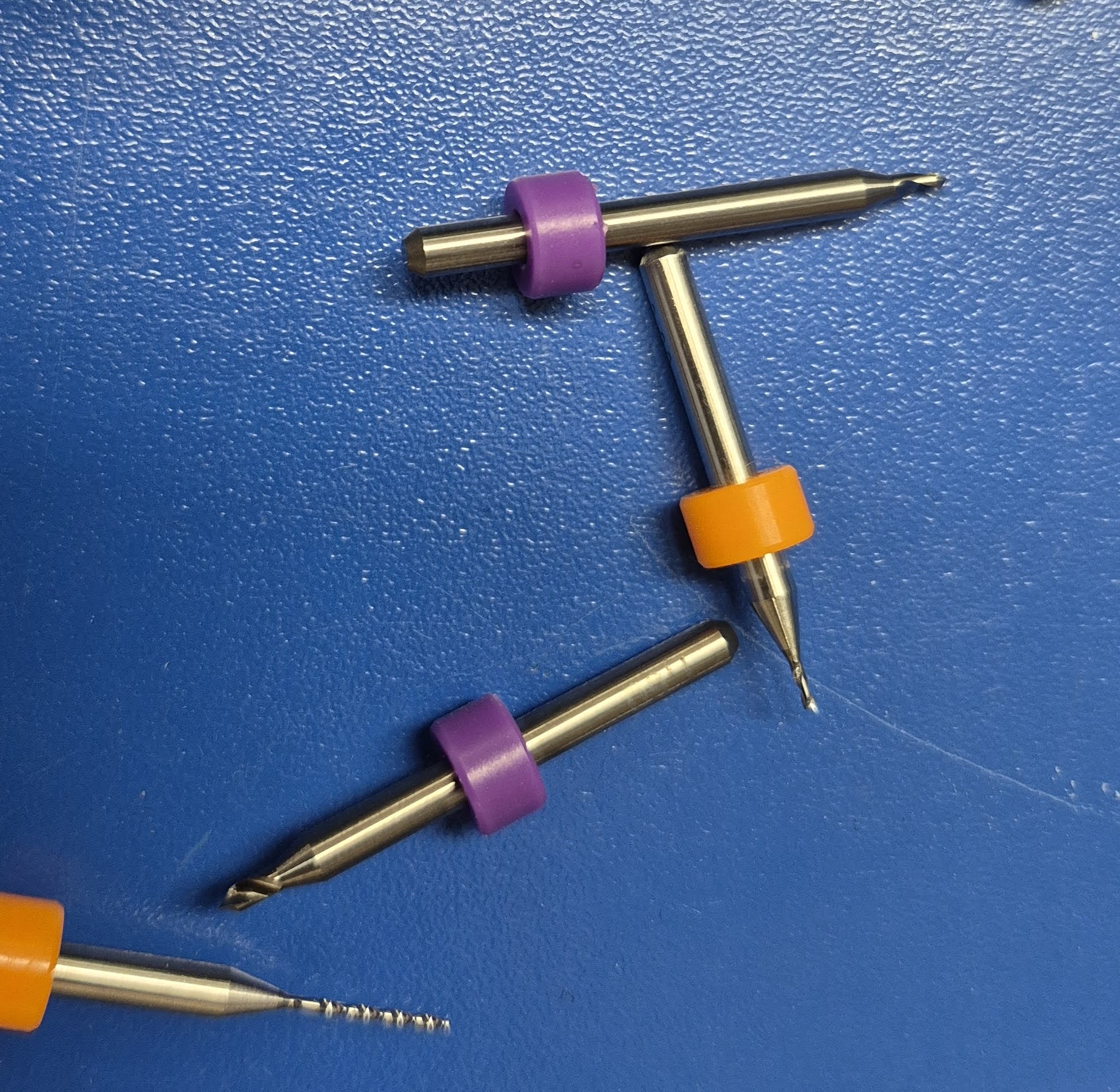
Nástroje
Nástroje používané pro výrobu desek plošných spojů lze rozdělit do dvou skupin.
- nástroje, které frézují povrch materiálu
- nástroje, které frézují materiál
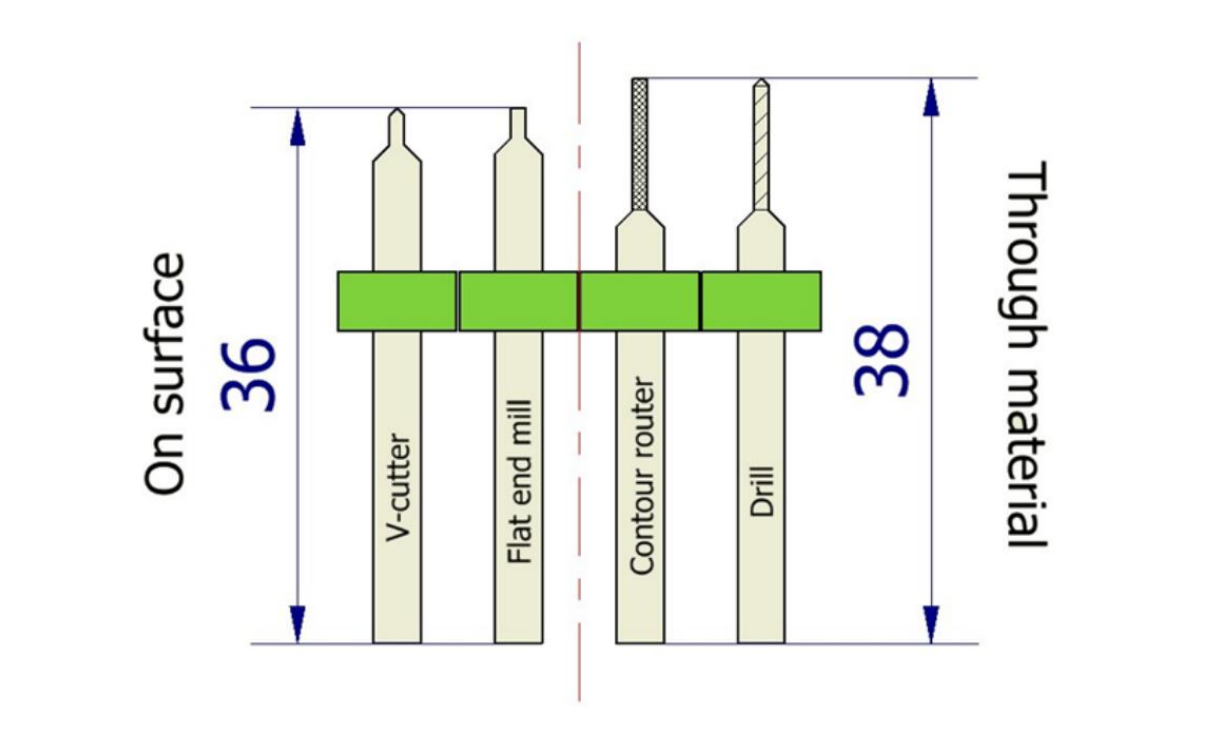
Všechny nástroje, které pracují na povrchu materiálu, mají délku 36 mm; všechny ostatní nástroje (tj. ty, které procházejí materiálem – vrtačky a konturovací frézky) mají délku 38 mm.
Nástroje pro práci na povrchu
lze rozdělit do dvou podskupin: gravírovací nástroje a nástroje pro obrušování. Gravírovací nástroje jsou frézy ve tvaru V, které umožňují frézování izolace o šířce 0,1–0,2 mm a 0,2–0,5 mm. Nástroje pro obrušování se obecně používají k odstraňování větších ploch bez mědi a dodávají se v různých průměrech od 0,25 – 3 mm. Opět platí, že všechny tyto nástroje mají délku 36 mm.
Nástroje pro frézování materiálu
se skládají z vrtáků o průměru od 0,2 mm do 3 mm v krocích po 0,1 mm a konturovacích frézek o průměru od 1 do 3 mm v krocích po 0,5 mm.
Konturové frézy

Ploché frézy
Vrtáky

Univerzální v-frézy
